
Case study / 3D printing for the automotive industry
Re-creation of unavailable spare parts
Discover how we can reproduce, improve and produce small batches of spare parts that are no longer available. The process will be similar for parts of any car, bus, truck or even motorbike!

Challenges
- Increasing the reliability of a spare part
- Producing a small batch according to customer demand
- Placing a spare part in our digital warehouse
Results
- Increased reliability of the spare part – upgraded by changing the mount from round to square
- Production of 100 spare parts – exactly what the customer needed
- Ability to deliver further parts (from 1 to 500 units) in 48 hours

Technologies
- 3D scanning with ScanTech Simscan
- Modelling (CAD) and prototyping
- 3D printing with polymer in MJF technology
- Turning and milling (CNC)
- Post-processing
INTRODUCTION
Enhancing the durability of a spare part
The automotive industry, especially public transport, is exposed to frequent wear and tear on individual components of wheeled and rail vehicles as a result of their constant use. The maintenance department has to continuously service and very frequently replace worn parts.
The main reasons for this are wear from friction or fatigue wear. Therefore, the aim is to use parts that minimise frequent replacements.
This can be achieved by modifying parts to improve interaction with other components or by changing to a material with greater strength.
In this case study, we present an example of supplying the maintenance department of one transport company with inaccessible or hard-to-reach spare and wear parts using incremental technology (3D printing) and machining (CNC machines).
Preparations
Planning and engineering process
The Spes3D engineering team took on the task and first focused on selecting the appropriate production technology and materials from which the individual components would be made. The decision was made to produce the knob using powder 3D printing (MJF) technology from polyamide PA12 material, while the connecting element was to be manufactured on a lathe and CNC milling machine from tool steel.
With this knowledge, both components were modelled in CAD software using reverse engineering and 3D scanning. The original shape of the knob attachment was optimised to maximise its lifespan while retaining the original external appearance of the knob.

STAGE I
Component scanning – reverse engineering
Reverse engineering was used to recreate the geometry of the knob and fastener.
This involves taking an accurate scan of the original components to obtain 3D models of their original size and shape.
The equipment used for scanning was a ScanTech Simscan scanner.

STAGE II
Modifications and modelling in CAD programmes
The 3D files obtained after scanning served as the basis for parametric modelling of the parts using CAD programmes.
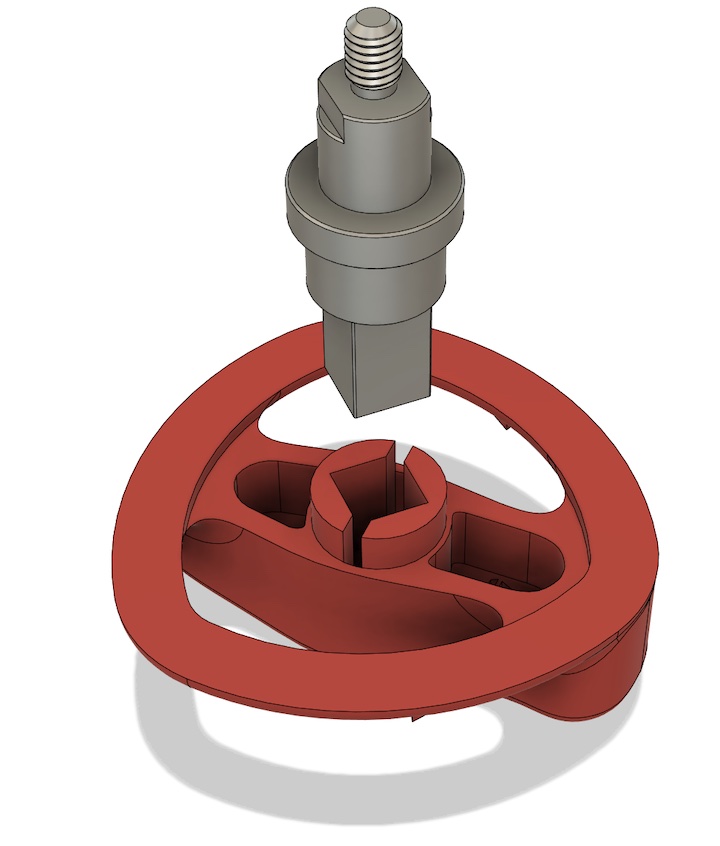
At this stage, an assumed modification was applied to the models, i.e. the shape of the connection was changed from round to square, which will eliminate rotation between elements and thus ensure a longer service life of the part.
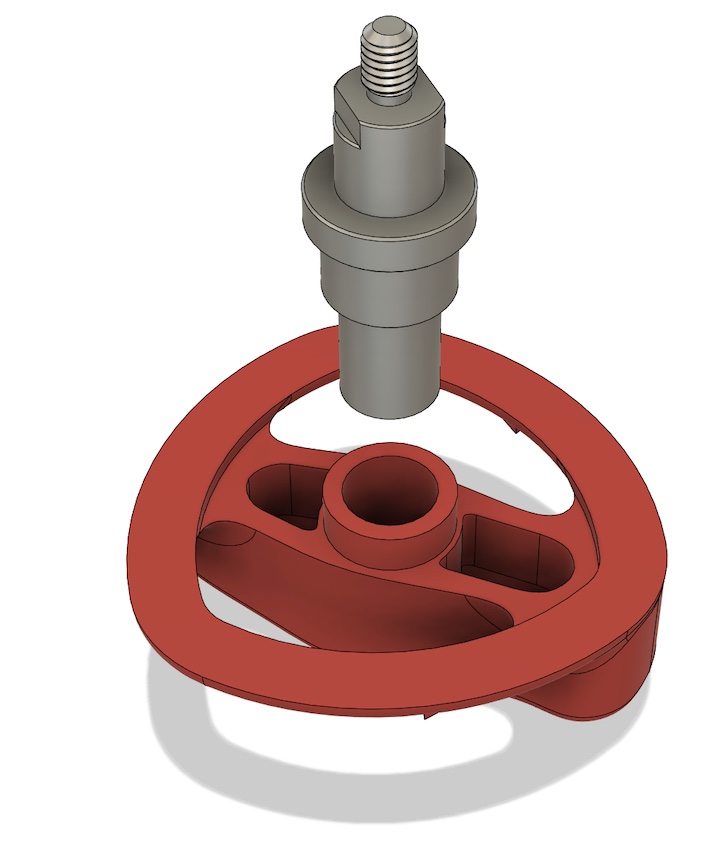
In addition, the chosen shape will allow precise and specific positioning of the components in relation to each other. It is possible to modify the knob further by adding markings or company logos to the knob.
The shape of the knob itself can also be modified to suit the customer’s needs. In this case, no such modifications were made.
STAGE III – ADDITIVE MANUFACTURING
3D printing using MJF technology
The knob was made during a single 3D printing process in the quantity expected by the customer of 100 pieces. The duration of the entire production process was approximately 48 hours.
Up to 500 pieces of this type of component can be printed in a single process, so the unit production time for a single knob can be less than 6 minutes.
In addition, all components are made with the same parameters, which contributes to the high repeatability of each product. This technology makes it possible to manufacture components with high strength and complex shapes.


STAGE IV – PRODUCTION BY MACHINING
CNC turning and milling
The fixturing was carried out in two stages. First, the component was mounted on the lathe to turn the relevant surfaces according to the technical documentation. The component was then transferred to the milling machine, where a square shank was made to connect the mount to the knob.
The use of a CNC milling machine makes it possible to achieve the dimensional repeatability of the mounts necessary for a proper fit of the components.

STAGE V – POST-PROCESSING
Machining and joining of parts
The surfaces of the printed knobs need to be further processed. After printing, the part is sandblasted using an abrasive such as glass beads, followed by vibro-abrasive machining. This removes any imperfections and achieves a surface quality close to that of the original part.
Finally, the knob was coloured red as required by the customer.
No additional work was required on the mount, as the expected surface quality was achieved at the cavity machining stage.



SUMMARY
Results achieved
Thanks to the use of reverse engineering and the combination of incremental technology and machining, we are able to produce parts that are impossible to manufacture with conventional methods.
This is particularly important for spare parts for machines that the manufacturer no longer supports and are difficult or completely unavailable on the market.
The models obtained are stored in our database (Virtual Warehouse), so that the customer does not have to buy parts for stock and then store them. Instead, he or she can order parts at any time, which we will produce and dispatch in as little as 48 hours.
It is also possible to re-engineer parts for new requirements at any time.
COOPERATION
Let’s make it even better!
Thanks to our knowledge and experience in the automotive and manufacturing sectors, we are able to optimise production processes and provide the best solutions that bring financial, logistical and time benefits to our customers. We act professionally, ensuring fast and timely execution of projects and seamless delivery logistics.
We invite you to work with us to achieve the best results together and increase your competitiveness in the market.
